Good morning! The Saturday Morning Home Repair shop is open, the coffee is hot, and there's a chair in a nice patch of sunshine. Take a seat, tell us what you're working on, and ask for any advice you need. For just about every question, we've got someone who either knows the answer or where to find it.
Follow me after the fold for another in the series on how boats are built.
This is the beginning of the steel work on a 184' fishing boat, the largest built in the US since 1989. It's being built in Tacoma, Washington, a little south of Seattle. People in the industry see a building boom ahead of us for the Alaska fisheries, as owners replace older and inefficient boats with larger, more modern, and more capable ships. In the fishing fleet that this boat will be joining, nearly half of the boats are converted WWII ships. For those (rightly) concerned about fish stocks, I can say that the Alaska fisheries (where these boats are going) are the healthiest in the world. It's one of the few places where I've heard of fishermen saying that the quotas need to be cut so that the stocks are preserved for the future.
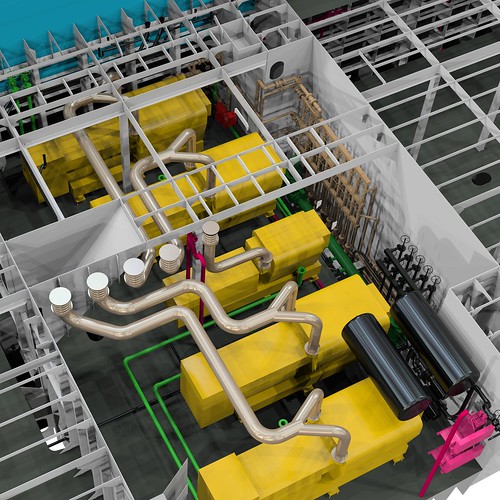
OK, enough of the soap box. You want pictures. For starters, here's a cutaway of what the boat will look like. You can see one of the Caterpillar-yellow generators in the engine room along with the pink air compressors. Forward of this is the cargo hold, and aft is the switchboard room and the Z-drives.

Here's another cutaway, this time just looking at the engine room of the boat. Most of the deck structure has been taken out as well. As you can see, space is at a premium on a boat. If you can believe it, this engine room is pretty spacious. On some boats, it's hard to turn around in the engine room. This boat is a little unusual in that all of the diesels run generators that feed a central bus. Electricity from that bus runs the propulsion and all of the other electrical loads on the boat. Overall, this approach saves money since the only engines on line are the minimum needed to keep the boat running.
This is where it all begins on the welding floor. These are frames that go into the double bottom tanks under the fish holds. The holes in the frames reduce the steel weight and allow access for welding, painting, and maintenance. Piping gets routed through some of the holes as well. Each of these panels has a separate assembly drawing, and each of the parts is numbered. The welders show up to a drawing and a pile of parts, weld them up, and move on to the next.

After the panels are put together, they are assembled into modules. This shows a double bottom tank module about halfway through assembly. It's being put together upside down because the tank top is flat, and it's easier to work on a flat floor. Also, as much as possible, shipyards want to do the welding downwards, since it's easier, faster, and tends to be higher quality. Once the bottom shell is laid on top of this module, it will be tacked in place, but might not be fully welded out until the module is flipped over. The rectangular flat bars you see on the right probably fit into the slots pre-cut on the upper plate edge. The pipe assembly at the far right will be fitted into place early in the process while there's good access. Everything is easier to get to when it's in a module on the shop floor. A job that takes 20 man-hours at the module stage might take 60 once the modules are assembled with the boat still on land and 100 when the boat is in the water.

Here's the keel just after it's been laid. The keel laying date is significant, since it basically locks in the regulations applicable to the boat. While some regulations are retroactive, most apply only to boats with keels laid after a certain date. The two guys in the background give an idea of the scale of the keel bar, something like 15" wide X 8" high X over 100 feet long. Not every keel is that large--some are a sheet of 3/8" thick plate just like the rest of the bottom shell plate.

This shows the first module to be set on the keel. The section you see here is one of the double bottom tanks under the hold. The big plate in the background looks like one of the hold side bulkheads.

These last two pictures show a piece of bottom shell plating being put on another double bottom module. The plate is hung from a crane off to the right of the picture. You can see the marked lines on the plate, as well as labels. The lines are marked at the same time as the plate is cut. In this case,the labels are added by hand, although the can be put on by computer as well. This module is further forward, and the hull is starting to get a bit more shape. Another module will fill in the gap between the side of the module built up here and the edge of the bottom plate that's being laid down. The diagonal line on the hanging plate marks the edge of that module.


This is pretty much how the boat goes together. With the computer cutting in use now, it's a several thousand piece jigsaw puzzle that just needs a few dozen welders to assemble. In less than a year, this boat will be catching cod and other bottom fish the slow and hard way, with a hook coming aboard every second and a fish on every fifth to tenth hook.
