The Thomas Kay Woolen Mill in Salem, Oregon was established in 1889. The mill ceased operation entirely in 1962, primarily due to competition from manmade materials like polyester. Today the mill is a part of the Willamette Heritage Center. The first two floors of the Thomas Kay Woolen Mill building are devoted to telling the story of woolen processing, on its journey from fleece to fabric. The Finishing Room tells the story of burling and mending, fulling, napping, shearing and final inspections.



Burling
The burler finds and removes knots, bunches and loose ends, then marks any “runs” to which menders to add missing threads.

Mending
Menders draped fabric “cuts” over perches and inspected them for flaws. Menders re-weave yarn into the fabric by hand wherever threads are missing.

Fulling
Fulling is the most important process in woolen fabric processing as it is in this process that the fabric is made. The fabric was shrunk lengthwise and crosswise by the use of hot water, soap and agitation. This controlled shrinking “felts” wool fibers, drawing them up, and creating a denser, thicker fabric.
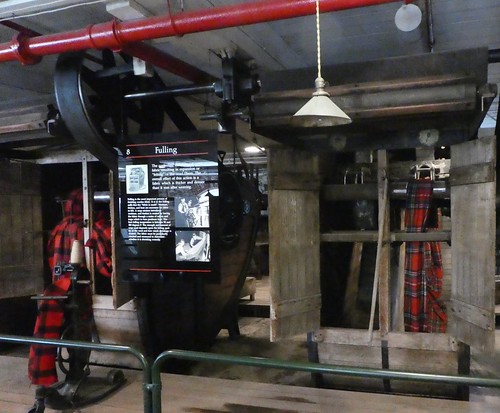
According to the display:
“A soap mixture introduces moisture, and friction is created by forcing the fabric through a series of rollers and traps which in turn produces heat. The best fulling temperature is between 90 and 100 degrees F. The strength and amount of soap used depends upon the felting quality of the wool and how much shrinkage is desired. The fabric must be periodically checked and measured to determine whether it is shrinking correctly.”


 Soap mixing is shown above. Hard soap was chipped off and placed in a large metal tub. Hot water and alkali were added to form a liquid.
Soap mixing is shown above. Hard soap was chipped off and placed in a large metal tub. Hot water and alkali were added to form a liquid.
 Shown above is the soaper which distributed soap evenly through the fabric.
Shown above is the soaper which distributed soap evenly through the fabric.

Washing
After fulling, fabric is washed and rinsed of soap, oil and dirt.

According to the display:
“Cuts of fabric were untacked and removed from the fulling mills. They were carted to the washers, threaded into the machinery, and tacked into a continuous belt of fabric. The length of time the fabric washed was determined by the weight of the cloth and the soap and impurities still in it.”
 Shown above is an 1894 James Hunter cloth washer.
Shown above is an 1894 James Hunter cloth washer.
According to the display:
“The washers have two heavy rolls, usually made of rock maple in one piece. The rollers in these washers were probably made of oak or cypress. The cloth was drawn through the water and squeeze-rolled at the same time. Washers were built in several sizes for the needs of different mills.”

Extracting
Excess water is squeezed out of fabric by the spinning action of the extractor before the material goes to the dryers.

Raising and Napping
Raising and napping is the process of lifting and brushing out the fibers on the surface of woolen fabric, creating a nap or pile.
 Shown above is an 1886 Single-Acting Napper. The fabric was raised by wire-covered rollers in one direction. This napper was used especially for blankets, creating a dense pile.
Shown above is an 1886 Single-Acting Napper. The fabric was raised by wire-covered rollers in one direction. This napper was used especially for blankets, creating a dense pile.

A nap or pile on the surface of the fabric is raised using nappers with wire-covered rollers. When these nappers replaced the old teasel gigs, many woolen mill hands predicted the metal teeth would destroy the wool, but that did not happen.
 Shown above is a 1918 Davis Furber Double-Acting Napper. The fabric was raised by wire-covered rollers. This napper raised the fiber in two directions, creating a nap or pile on the surface.
Shown above is a 1918 Davis Furber Double-Acting Napper. The fabric was raised by wire-covered rollers. This napper raised the fiber in two directions, creating a nap or pile on the surface.


Shearing
Shearing was used on all woolen and worsted fabrics. In this process, the pile or nap on fabric is trimmed by the lawn mower-like shear. The amount of nap removed depends on the type of finish desired.

Pressing and Final Inspection
The steam press smooths the fabric and gives it a finished look. The inspector looks for any imperfections or damage; damaged goods are often discounted to the purchaser, and imperfections could affect the weaver’s pay.

 Shown above is a 1920 Curtis Marble rotary steam press.
Shown above is a 1920 Curtis Marble rotary steam press.
According to the display:
“The press flattened and leveled the texture or surface of the cloth, giving it a particular character.”
 Shown above is the final inspection in which fabric flaws were illuminated by a lighted inspection glass. The inspector gave final approval or rejected a cut of cloth.
Shown above is the final inspection in which fabric flaws were illuminated by a lighted inspection glass. The inspector gave final approval or rejected a cut of cloth.
Sewing Table, Stamping Table, Wrapping Table
The Mill produced many varieties of fine quality blankets. According to the display:
“Blankets were first cut apart, overcast, or bound at a sewing table, then folded and wrapped for shipment. During the two World Wars, great quantities of U.S. government blankets were produced. Stamped in the center with the U.S. mark, these blankets had precise quality and weight requirements.”
At the sewing table, according to the display:
“Blankets were bound or overcast; labels were sewn in place, and the blanket were folded for packaging.”


 Shown above is the stamping table where U.S. Army blankets received inked initials, and were weighed to meet rigid government requirements.
Shown above is the stamping table where U.S. Army blankets received inked initials, and were weighed to meet rigid government requirements.
 The wrapping table is shown above.
The wrapping table is shown above.
More museum photo tours
Willamette Heritage Center: Waterpower runs a woolen mill (photo diary)
Museums 101: Quilts (Photo Diary)
Lake Chelan Historical Society: Homestead Cabin (photo diary)
Museums 101: Japanese internment camp art (photo diary)
Museum of Mental Health: Therapies (photo diary)
Museums 101: Settlers in the High Desert (Photo Diary)
Museums 101: The Big House at Fort Vancouver (Photo Diary)
Riverside Heritage House: The Kitchen and Laundry (Photo Diary)

